
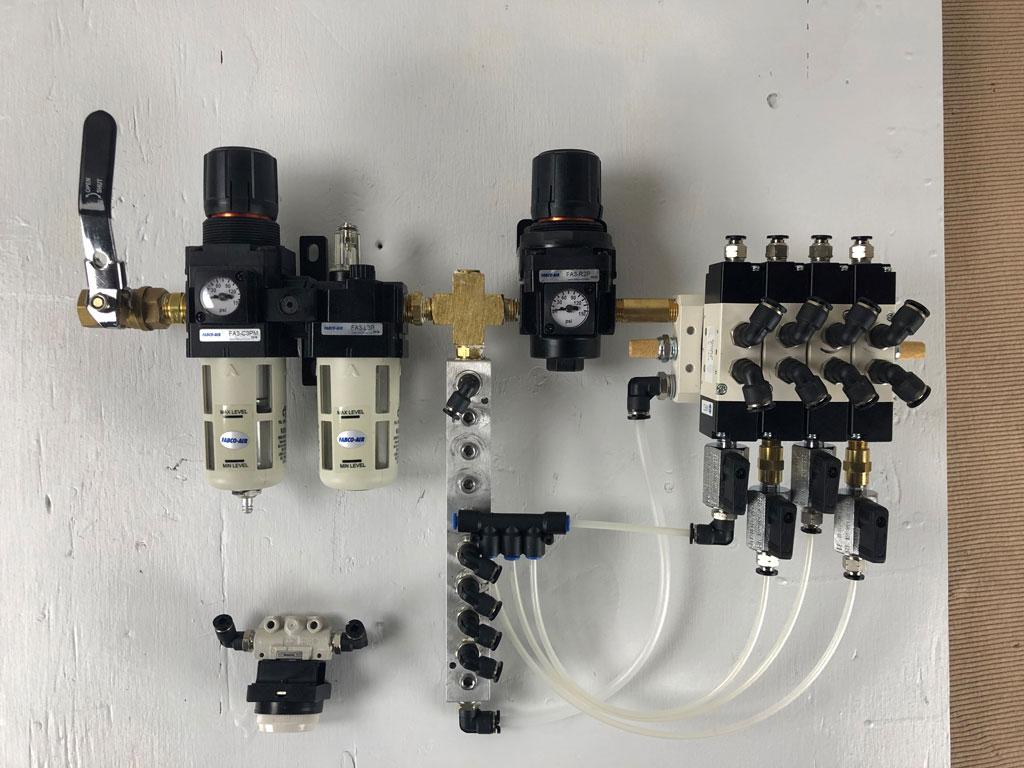
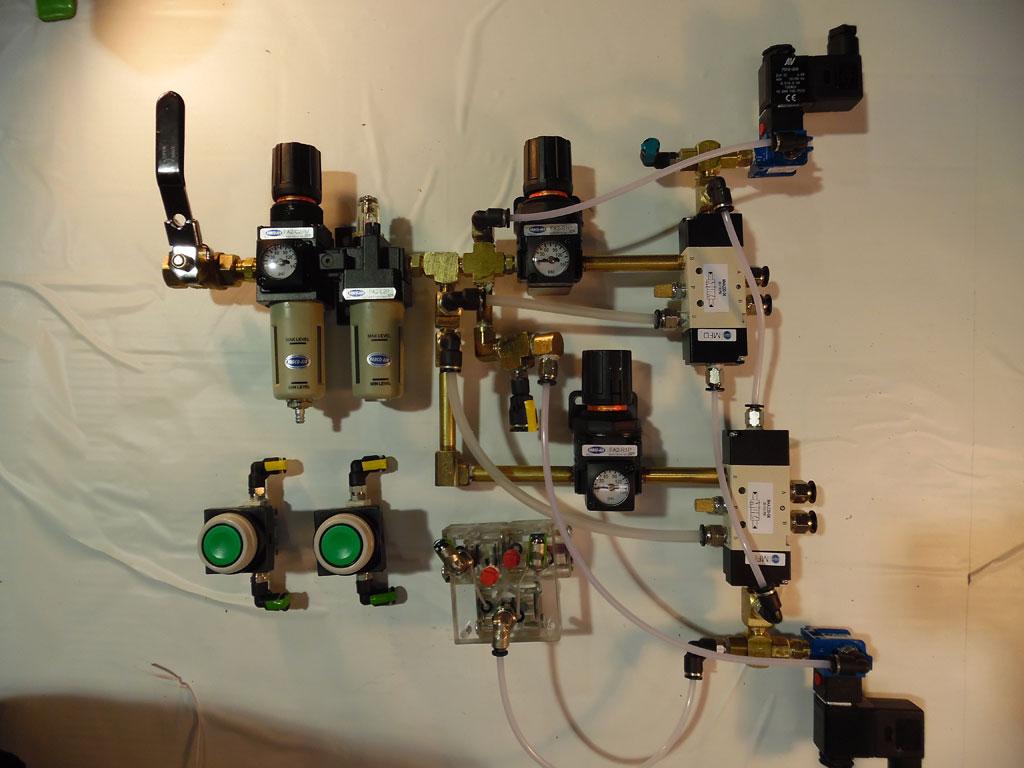
AutoDrill Pneumatic Controls
Automation often adds flexibility and versatility to a production drilling or tapping system. A large number of air control options are available. Some of our standard pneumatic controls are:
- Drill Stroke Automation – This is the most common type of AutoDrill pneumatic control. The unit includes a simple start button for the operator to begin the stroke process. It also typically includes a limit switch pre-mounted on the self-feeder drill to prove the end of stroke. The limit switch triggers the controls to retract the drill. The system then essentially waits for the next time the start button is pressed by the operator.
- More advanced components are also offered to start the unit from a PLC or even to receive a start signal from another device.
- Options such as Two Hand Anti-Tiedown and Two Hand Maintained start button modules are also available.
- Foot pedal start and remote electrical signal start options are also offered.
- Automatic Sequencing Controls – Many jobs require more than a single step. When your job requires a series of operations such as drill, chamfer and tap, AutoDrill can provide the automation controls. Our all pneumatic sequencing control handles multi-step operations.
- Again, more advanced controls are offered for use with a PLC, etc.
- Peck Drill Control – When you are drilling a deep hole in your part, it is often necessary to “peck” the drill bit out of the hole to clear the debris or chips. Failure to do so can result in tool binding, wandering, oversize holes, etc. These challenges usually take place when you are drilling anywhere from five to eight times the diameter of the tool in depth. This ratio is not a standard as it varies by material, direction of drilling, tooling, etc. AutoDrill’s Self-Feeder PeckDrill controls have the ability to go in and out of the drilled hole with control based on time cycles. Of course, the drilling and retraction time cycles are adjustable on an individual basis. Rapid retract can be utilized to clear the debris from the hole and shorten the cycle time.
- For more complex jobs that require precise peck drill or dwell control, a PLC is suggested.
- Clamping Control – Air actuated clamps can be very helpful when trying to hold your work piece in place for a drilling, tapping, reaming, or other operation. AutoDrill’s all air clamp control option integrates seamlessly with our other controls to automatically sequence the clamp closure, drill and open clamp operations. A typical process would go from start button press to clamp closure to drilling to retraction to clamp opening.
- Air Motor Controls – Air motor activation and stop controls should always be integrated with the drill stroke controls to conserve resources and keep your costs low. Our air motor controls automatically start the air motor anytime a drill is stroking forward and stops it when the self-feeder drill-unit retracts.
- Options allowing the air motor to run a bit longer for chip evacuation, debris removal or any other reason are available. We call this a dwell cycle control.
- AutoDrill Signal kits are for connecting our pneumatic controls into an existing control system. A common example of this is when the drill-unit is triggered by an upstream start signal and must then send an “all done” signal to additional equipment located further along in the automated process line.
- Our limit switches are all factory mounted, industrial quality devices.
- The switches can be provided for end of stroke or proof of return signaling.
- Options exist for inductive proximity sensors and dry contact electrical switches as well.
We will customize the controls for your project. Please contact an application engineer for more details.