
June 1, 2011
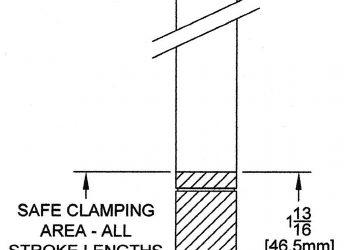
Proper HydroSpeed Clamping Area
Feed Control Clamping Area Instructions Typically, it is only appropriate to hold the feed control in a certain area when mounting it. While there are special situations when this is not possible or desirable, the unit is designed to be held only at the very end as shown. The Hydro Speed feed control unit is… Continue reading Proper HydroSpeed Clamping Area
View details